OEE, czyli efektywność wyposażenia w praktyce
OEE wydaje się być wskaźnikiem obiektywnym i uniwersalnym. To tylko pozory, ponieważ możliwości jego obliczania jest co najmniej kilka, a sposobów interpretacji tyle, ilu menedżerów o nim dyskutujących. Nie bez znaczenia jest też jakość danych, które zasilają obliczenia, a w szczególności sposób ich zbierania. Z prostego narzędzia może wyjść zupełnie bezużyteczny twór, którego nikt nie będzie chciał stosować. Jak temu zapobiec? Aby to zrobić, należy przede wszystkim zrozumieć, jak wskaźnik powstaje i jak należy go interpretować.







OEE to wskaźnik Całkowitej Efektywności Wyposażenia (z ang. Overall Equipment Efficiency), który służy do oceny stopnia wykorzystania wyposażenia produkcyjnego, przy użyciu którego realizujemy zamówienia naszych klientów. I już na samym wstępie należy podkreślić, że chodzi o wyposażenie, czyli maszyny i urządzenia, a nie pracowników, którzy w procesie realizacji zleceń to wyposażenie wykorzystują. OEE służy monitorowaniu wydajności wyposażenia, a nie produktywności pracowników. Wskaźnik ten jest kluczowym miernikiem w doskonaleniu procesu wytwórczego metodą TPM (z ang. Total Productive Maintenance), nazywaną po polsku Totalnym Utrzymaniem Ruchu.
Szczupła produkcja, szczupłe zarządzanie
TPM to metoda utrzymywania i doskonalenia efektywności oraz wydłużania czasu bezawaryjnej eksploatacji maszyn i urządzeń wykorzystywanych w procesach produkcyjnych. Jest jednym z filarów tzw. szczupłej produkcji (z ang. Lean Manufacturing) czy szerzej: szczupłego zarządzania (z ang. Lean Management), które skupia się na eliminacji marnotrawstwa z procesów realizacji zamówień klientów. Marnotrawstwa rozumianego jako czynności niedodającej wartości do wyrobu, jaki klientowi dostarczamy. A że nie istnieją procesy doskonałe i w każdym występują straty, warto je mierzyć, aby wiedzieć, co się z naszym wyposażeniem procesowym dzieje i czym należy się zająć, aby straty te eliminować. Skutkiem tych działań będzie podniesienie całkowitej efektywności naszego wyposażenia. Co za tym idzie – wzrośnie wydajność procesu i jego biznesowa opłacalność.
OEE zakłada porównanie aktualnego stanu naszego wyposażenia z sytuacją idealną, w praktyce niemożliwą, ale stanowiącą punkt odniesienia. Wskaźnik ten wyrażony jest w % i maksymalną wartością, jaką mógłby teoretycznie osiągnąć jest 100. Teoretycznie, w sytuacji idealnej, nasze wyposażenie produkcyjne miałoby pozostawać w ciągłym ruchu (praca bez jakichkolwiek zatrzymań), pracować ze stałą, założoną prędkością (brak spowolnień procesu), a jego wynikiem byłyby wyłącznie produkty spełniające specyfikację klienta (100% jakości). Oznacza to, że w sytuacji idealnej wskaźnik OEE = 100%.
Jak obliczamy OEE?
Stan idealny niestety nie istnieje, ale może być świetnym punktem odniesienia do oceny rzeczywistej, globalnej kondycji naszych maszyn i urządzeń produkcyjnych. Wskaźnik OEE pozwala uwzględnić trzy wymienione powyżej elementy: dostępność, wydajność oraz jakość, jakie uzyskujemy z naszego wyposażenia. Współzależność tych trzech elementów, w największym uproszczeniu, opisuje się wzorem:
OEE = dostępność x wydajność x jakość
gdzie poszczególne współczynniki są także wyrażone w %, a definiuje się je w postaci ilorazów:

Dostępność pokazuje, w jakim stopniu został wykorzystany czas zaplanowany na produkcję. Zaplanowany – warto to podkreślić, gdyż uwzględnienie w nim planowych działań nieprodukcyjnych (postoje konserwacyjne, przezbrojenia, przerwy socjalne dla pracowników itd.) zafałszuje rzeczywisty obraz, tym samym podnosząc sztucznie ten współczynnik: planowe przerwy produkcyjne wpłyną pozytywnie na jego wartość, nie wnosząc nic do wyniku produkcyjnego (zero wyrobów do sprzedania klientowi).
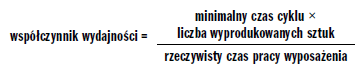
Wydajność pozwala ocenić „prędkość procesu”. Współczynnik ten weryfikuje, czy produkcja przebiega zgodnie z założonymi czasami cyklów. Uwzględniamy tu nominalny czas cyklu, czyli taki, jaki został przyjęty do planowania produkcji. W kalkulacji posługujemy się także liczbą wyprodukowanych sztuk – ta wartość odnosi się do wszystkich produktów, które powstały w procesie produkcji (tych prawidłowych, jak i tych, które nie spełniają wymogów specyfikacji klienta).
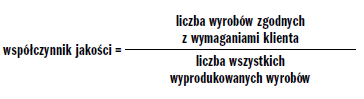
Jakość obrazuje zdolność wyposażenia produkcyjnego do dostarczania produktów zgodnych z wymaganiami klienta. Do całkowitej liczby wszystkich wyprodukowanych wyrobów zaliczamy braki (sztuki niezgodne), łącznie z odpadem technologicznym (jeżeli na którymś etapie produkcji celowo potrzebujemy wyprodukować sztuki nienadające się do sprzedania klientowi). Współczynnik jakości mówi nam wprost, jaki % wyprodukowanych produktów możemy sprzedać klientowi jako pełnowartościowe, spełniające jego oczekiwania.
Wskaźnik OEE odnosi się do określonego przedziału czasowego. Może to być jedna zmiana produkcyjna, jeden dzień lub tydzień produkcyjny, ale także każdy inny czas o określonym zakresie.
Wykorzystałeś swój limit bezpłatnych treści
Pozostałe 60% artykułu dostępne jest dla zalogowanych użytkowników portalu. Zaloguj się, wybierz plan abonamentowy albo kup dostęp do artykułu/dokumentu.
 Zaloguj się
Zaloguj się











